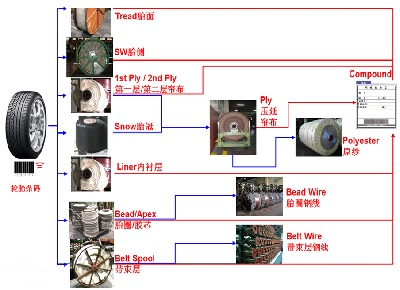
从物料投入到生产加工细节管理,可以追溯从成品轮胎到原物料的所有材料数据...
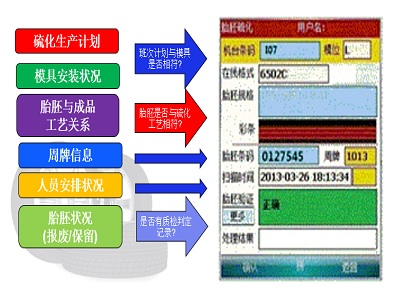
从计划下达,人员安排,设备/模具状况,物料匹配等每一个环节,严格的检查及验证...
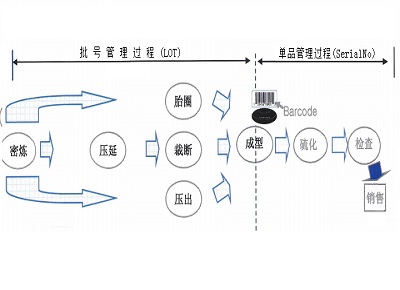
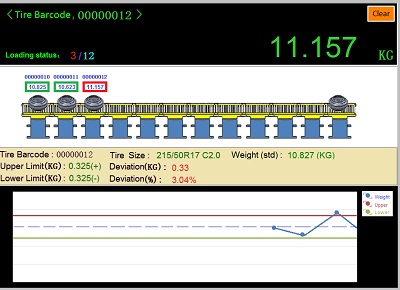
结合轮胎生产特性,半成品的批号管理与成型的序号管理,将生产过程物料投入有序记录...

从设备的综合效益,物料使用分析,产品的质量分析,人员效率等多种角度分析对比....
移动智能PDA(载体与工具)与流程引擎的整合,使车间行动管理理念充分实现外,更可打破以往工作的被动性与部门阻隔 ,化为依公司规定的协作流程,并被强制有效的执行。
常用流程可以如实有效进行与记录,并可利用作业时间分析与统计,供生产排程计划安排时的重要参考。
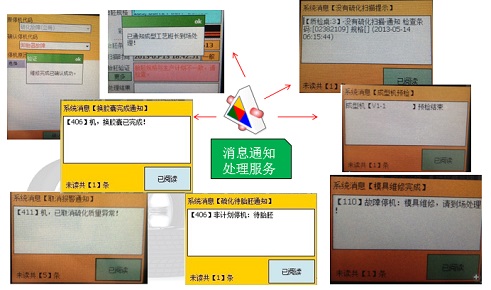
异常报警系统事件自动侦测机制,根据异常处理流程特性触发报警机制并启动预先设定的异常处理流程。
通过使用先进的网络技术,将生产设备,服务器,智能终端,工控机等有效连接,真正体现现场作业无纸化的有效数据采集。
明确的投料(原材料、胶部件、胎胚)时点与工艺标准信息,使因时效作用可能发生的超日限状况,因纳入系统自动监控的状态下,降到最低或消除。

顺畅的物流状态,有效的抑制库存储位扩展进而有效的控制持货成本增幅。
根据时间先后来引导原材料、胶部件、胎胚的工序投入与产出要求下,各项作业变动的时间与数量已被有效记录,各样物料,如胶料, 材料、胶部件、胎胚的动态库存状况是可以实时统计与取用,最大的效益就是减少人工操作在此环节下的不及时、不完整、不正确的困扰。
构建与维持一个物流轨迹通透且井然有序的制造现场,也为产品质量可回溯性建立可操作的坚实基础。
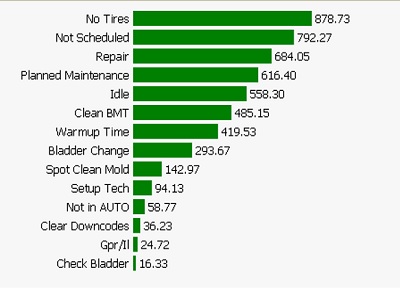
设备综合效率与完成有效生产率分析,设备损失统计分析(故障原因统计)。
故障排除统计分析(协作整合,可以充分且实时掌握故事原因与排除状态)。
采用基于 RFID/ 固定及手持终端机 / 各类传感器的数据采集终端设备作为车间内各生产单元功能站的主要构件,通过对各个生产单元的数据收集和反馈,组成覆盖全厂或者整个流水线的、满足闭环生产管理需要的开放式网络。